
Reparaties van gietijzer en gietstaal zijn niet alledaags. Helaas betekent dit dat kapotte onderdelen met historische waarde of persoonlijke waarde vaak weggegooid worden. Hierna wordt een voorbeeld gegeven van zo’n reparatie.
Indien je zo’n reparatie wil laten uitvoeren, neem dan contact op.
Table of Contents
Samenvatting
Een gebroken onderdeel van gietijzer wordt gerepareerd. De gebruikte techniek is TIG met koper-silicium als toeslagmateriaal. Het doel van de reparatie is voor de hand liggend: een deugdelijke reparatie.
Het voorbeeld:

Een sluiting van een raamkozijn is gebroken. De afbeelding toont links de onderdelen met onderaan de kapotte deeltjes. Rechts staat de gerepareerde versie in de grondverf.
Omdat lassen van gietijzer zo goed als niet mogelijk is wordt een andere techniek gekozen. Kopersilicium3, CuSi3, is als toevoegmiddel gebruikt om een verbinding te maken die erg sterk is.
Details
Hierna volgen foto’s met details van de reparatie.
Voor een goede verbinding dient het materiaal schoon te zijn. Door verhitting verbranden eventueel aanwezige vetten en verfresten. Het is zinvol om met een staalborstel alle loszittende resten weg te borstelen. Het voordeel van afbranden is dat het relatief snel gaat en dat moeilijk bereikbare plaatsen ook bereikt worden. Verf- en vetresten kunnen het schoonmaken met zuur belemmeren en afbranden zorgt voor verbranding van vetten.
Na afkoelen wordt met zuur verder schoongemaakt. Ook oxiden – roest – dienen verwijderd te worden. De makkelijke weg is in dit geval een oplossing van HCl, zoutzuur dus. Voor een snel resultaat wordt 30%-oplossing gebruikt, 10% is voor incidenteel gebruik verstandiger. Dit betekent echter wel dat er extra voorzichtig gehandeld dient te worden met goede afzuiging, of buiten als er een briesje is en dan afwindig werken. Vergeet handschoenen niet en gebruik tangen om contact met HCl te voorkomen. Dit soort zuren zijn levensgevaarlijk, neem voorzorgmaatregelen serieus!

Na goed spoelen en neutraliseren van de zuurresten (bijvoorbeeld met natriumbicarbonaatoplossing) meteen goed drogen, onbehandeld staal roest direct.
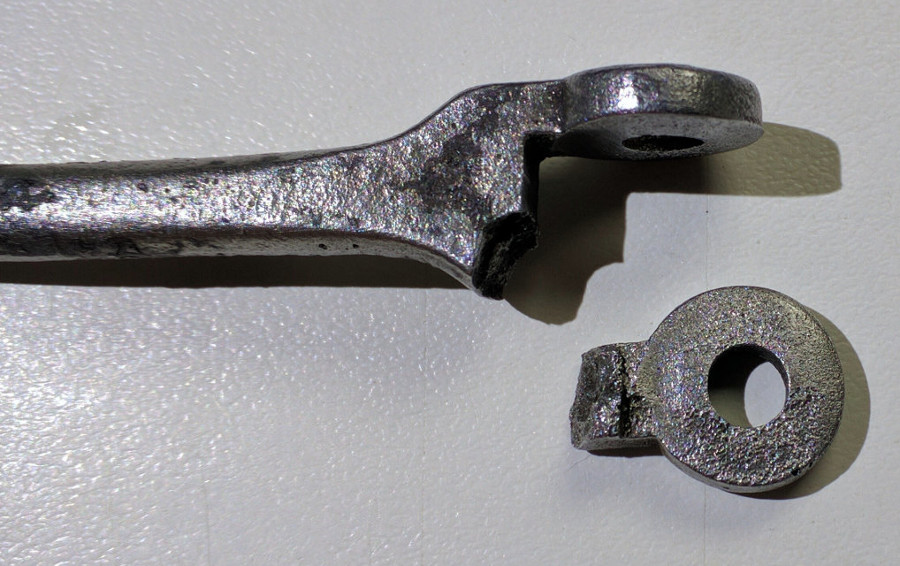
Als alles achter de rug is dan is dit het resultaat. Op de foto is goed zichtbaar dat het breukvlak donker is. Ook op het oppervlak zijn zwarte vlekken zichtbaar. Het lijkt erop dat de breuk ontstaan is op een plaats met hoge koolstofconcentratie of andere vervuiling van het gietstaal.
De delen worden tijdelijk gefixeerd. In dit geval met een simpel boutje en wat moertjes en ringetjes.

Voor het hardsolderen dient er ruimte gemaakt te worden voor het toeslagmateriaal. Daarom wordt er en V-vormige sleuf geslepen met een slijptol. Het meeste werk is nu gedaan.

Na het solderen is de verbinding gemaakt, kan het spalkwerk verwijderd worden en de vorm enigszins bijgeslepen worden. Het soldeerwerk wordt onder beschermend gas (argon) gedaan met een TIG-lasapparaat en gelijkstroom. Strikt is het geen laswerk want het gietstaal smelt net niet. Niemand ziet ooit dat het kapot geweest is en de sterkte is waarschijnlijk groter dan voor de breuk. Omdat alles blank is kan een laag zinkspray voldoende bescherming bieden.

En dat was de klus, de antieke sluiting kan weer een hele lange tijd mee en is beter dan nieuw.